Полезные статьи
-
 Обращение руководителя
Обращение руководителя
-
 Нам 6 лет!
Нам 6 лет!
-
 Мы переехали!
Мы переехали!
-
 Какой радиатор лучше - Алюминиевый или биметаллический?
Какой радиатор лучше - Алюминиевый или биметаллический?
-
 Виды трубопроводных фитингов
Виды трубопроводных фитингов
ПЭ сварочные аппараты
Метод сварки встык
Метод позволяет соединять полиэтиленовые трубы сварным швом при помощи специального оборудования для сварки. Сварной шов равен по прочности на разрыв самой  полиэтиленовой трубе.Стандартные технологические режимы сварки рассчитаны на работы при температуре воздуха от -10°С до +40°С. Если температура воздуха на улице выходит на рамки стандартных температурных интервалов, то сварку полиэтиленовых труб необходимо проводить в укрытие, для соблюдения технологических параметров.
полиэтиленовой трубе.Стандартные технологические режимы сварки рассчитаны на работы при температуре воздуха от -10°С до +40°С. Если температура воздуха на улице выходит на рамки стандартных температурных интервалов, то сварку полиэтиленовых труб необходимо проводить в укрытие, для соблюдения технологических параметров.
Сварку напорных ПНД труб встык разделяют на два основных этапа: подготовительные работы и непосредственно сама сварка.
Подготовительный этап включает в себя:
- проверку работоспособности и подготовку к работе сварочного оборудования,
- подготовку места для размещения сварочного оборудования,
- выбор необходимых параметров для сварки,
- закрепление ПЭ труб и центровка в зажимах сварочного аппарата,
- механическую обработку торцов свариваемых поверхностей у труб или деталей.
При подготовке оборудования подбираются вкладыши и зажимы, соответствующие диаметру свариваемой трубы. Рабочие поверхности нагревателя и инструмента для обработки ПЭ труб должны быть очищены от грязи и пыли. Работоспособность оборудования проверяется при визуальном осмотре узлов и комплектующих сварочного аппарата, а также при контрольном включении. У сварочной машины проверяют плавность хода подвижного зажима центратора и работу торцевателя. Размещение сварочного оборудования производят на заранее подготовленной и расчищенной площадке или трассе трубопровода после складирования на ней ПЭ труб. Если необходимо, то место сварки защищают при помощи тентов, чтобы оградиться от атмосферных осадков, песка и пыли. В сырую погоду рекомендуется устанавливать сварочное оборудование на деревянные щиты. А свободный конец полиэтиленовой трубы рекомендуется закрывать инвентарными заглушками для предотвращения сквозняка внутри трубы во время сварки.
 |
 |
Сборку свариваемых напорных ПНД труб и деталей, включающую установку, центровку и закрепление свариваемых концов, производят в зажимах центратора сварочной машины. Зажимы сварочного аппарата для ПЭ труб стягивают так, чтобы предотвратить проскальзывание труб и устранить, в пределах возможного, овальность на торцах. При сварке ПЭ труб большого диаметра встык, так как они обладают достаточно большим собственным весом, под свободные концы подставляют опоры, чтобы выровнять трубу и не дать возможности смещения свариваемого конца трубы.
Последовательность проведения процесса сварки:
- вначале замеряют усилие необходимое для перемещения подвижного зажима с закрепленной трубой,
- устанавливают между торцами труб нагреватель, разогретый до необходимой температуры,
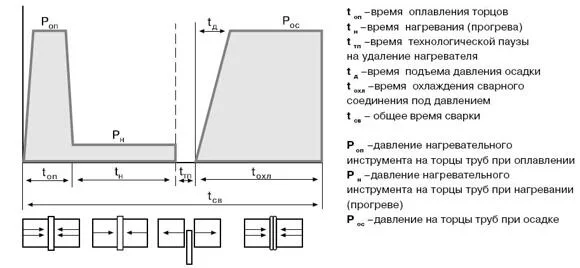
- проводят процесс оплавления, прижимая торцы ПЭ труб к нагревателю, создавая необходимое давление,
- торцы сдавливают некоторое время (по технологии сварки для данной полиэтиленовой трубы) до появления первичного грата высотой от 0,5 до 2,0 мм,
- после появления первичного грата снижают давление и выдерживают его в течении времени, необходимого для прогрева торцов труб,
- после окончания процесса прогрева отводят подвижный зажим центратора на 5-6 см назад и удаляют нагреватель из зоны сварки,
- после удаления нагревателя сводят концы полиэтиленовых труб до соприкосновения, создавая давление необходимое для осадки,
- давление осадки выдерживают в течении времени, необходимого для остывания стыка, а после проводят визуальный контроль полученного сварного шва по размерам и конфигурации наружного грата,
- после маркируют полученный сварной шов.